

Triangulation in der Messtechnik
Bewährtes Prinzip mit Zukunft
Genauigkeit und verlässliche Ergebnisse haben in der Messtechnik höchste Priorität. Nur so kann garantiert werden, dass Bauteile sowohl die Qualitäts- als auch Sicherheitsstandards erfüllen. Triangulation, also eine Abstandsmessung durch Winkelberechnung auf Basis von Dreiecken, ist ein Messverfahren, mit dem Oberflächen von Objekten erfasst werden können. Auf dieser Seite erfahren Sie, wie Triangulation in der Messtechnik angewendet wird und was es mit Streifenlichtprojektion und dem Lichtschnittverfahren auf sich hat.
Das Triangulationsverfahren kurz erklärt
Mit dem Triangulationsverfahren werden in der Messtechnik Objekte mithilfe von einzelnen Laserpunkten und -linien oder wie im Bild oben mit ganzen Lichtmustern vermessen. Eine oder mehrere Kameras mit Sensoren erfassen den Winkel, in dem das Licht vom Objekt reflektiert wird oder die Lichtmuster auf der Oberfläche deformiert werden sowie Helligkeit und Abstand. So entsteht durch Lichteinstrahlung und Winkelmessung ein umfassendes Gesamtbild der Oberfläche des Messobjekts.
Bereits im 17. Jahrhundert wurde Triangulation in Europa und Amerika genutzt, allerdings zur Landvermessung. Dort hat das Prinzip seinen Ursprung. Bei der Vermessung mit Triangulation wird eine Fläche in Dreiecke aufgeteilt, um die Strecke zu messen. Denn bei Dreiecken reicht es aus, die Winkel und eine Grundlinie zu kennen, um die fehlenden Längen durch Trigonometrie ganz einfach berechnen zu können.
Heutzutage wird das Triangulationsprinzip weit über die Landvermessung hinaus eingesetzt, z. B. in der Photogrammetrie oder im 3D-Scanning. In der Messtechnik wird Triangulation vor allem zur Prüfung von Bauteilen eingesetzt. Dafür gibt es zwei verschiedene Triangulationsverfahren:
- Streifenlichtprojektion (Streifenprojektion)
- Laser-Triangulation (Triangulation nach Lichtschnittverfahren)
Die Laser-Triangulation arbeitet mit einem einzelnen Laserpunkt oder einer Laserlinie, die vom Messobjekt reflektiert und dann von Sensoren erfasst wird. Beim Prinzip der Streifenlichtprojektion wird ein großes Lichtmuster auf das zu messende Objekt projiziert. Eine oder mehrere Kameras mit Sensoren erfassen die Form des Lichtmusters, das sich auf der Oberfläche des Objekts deformiert. Eine oder mehrere Kameras mit Sensoren erfassen die Form des Lichtmusters, das sich auf der Oberfläche des Objekts deformiert. Beide Verfahren werden in der Messtechnik häufig angewendet, je nach Messaufgabe eignet sich eher das eine oder das andere Messprinzip. Tauchen Sie mit uns tiefer in die 3D-Triangulation mit Laser und Streifenprojektion ein und finden Sie die für Ihr Projekt passende Methode.
Wie funktioniert die Streifenlichtprojektion?
Bei der Triangulation mit Streifenprojektion werden verschiedene Lichtmuster in Form von Streifen oder Punkten hintereinander auf ein Prüfobjekt projiziert, um die genaue Form in einem 3D-Modell abzubilden. Dafür wird ein Projektor und daneben mindestens eine Kamera mit Sensoren, meist jedoch zwei, auf eine ebene Fläche gerichtet. Die Kameras kennen den Abstand zwischen sich und der Fläche sowie den Winkel, in dem das Lichtmuster auf das Objekt projiziert wird. Um die Messung mit der Streifenlichtprojektion zu starten, wird das Prüfobjekt auf die Fläche gelegt. Die Lichtmuster werden auf das Objekt projiziert und deformieren sich aufgrund der Oberflächenform. Diese veränderten Punkt- oder Streifenmuster werden von den Kameras erfasst und liefern so die nötigen Informationen, um den Abstand von jedem Punkt auf der Oberfläche im Sichtfeld zu berechnen. So ergibt sich eine sogenannte Punktewolke (STL-Netz), also eine genaue Abbildung des Messobjekts aus vielen kleinen Messpunkten.
Das für das Scannen mit Streifenlichtprojektion genutzte Licht kann blau oder weiß sein. Meistens wird allerdings blaues Licht genutzt, um Beugungs- und Fremdlichteinflüsse auf die Messung zu reduzieren. Die Fläche, auf dem das Messobjekt platziert wird, ist in der Regel schwarz, um Lichtreflexionen zu vermeiden.


Wofür kann das Streifenlichtprojektionsverfahren eingesetzt werden?
Aufgrund der hohen Scan-Geschwindigkeit, vor allem bei gleichzeitiger Erfassung vieler Messungen, eignet sich die Streifenprojektion sehr gut für industrielle Prüfaufgaben, wie z. B.:
- Form-, Lage- und Konturkontrolle
- Flächenvergleich, Soll-Ist-Vergleich
- Vollständigkeit
- Lage von Bauteilen bei Baugruppen
- Schnittpositionierung
Auch in der Forensik findet das Prinzip der Streifenlichtprojektion häufig Anwendung, da sie auch für kleinste Gegenstände geeignet ist. Bei durchsichtigen oder stark reflektierenden Messobjekten ist die Streifenprojektion eher ungeeignet.
Vor- und Nachteile der Streifenlichtprojektion
Vorteile der Streifenlichtprojektion:
- Flächenhafte 3D-Informationen mit konstanter Auflösung
- Hohe Messpunktdichte
- Hohe Messgeschwindigkeit
- Flexibler und portabler Aufbau der Messung
Nachteile der Streifenlichtprojektion:
- Höhere Anforderungen an Projektionstechnik
- Durchscheinende oder spiegelnde Oberflächen erfordern u. U. eine Vorbehandlung
- Umgebungslicht kann Messungen beeinflussen
- Raue Oberflächen erschweren die Abstandsmessung mit einem Laserpunkt (Laserlinien sind nicht betroffen)
Wie funktioniert Triangulation mit dem Lichtschnittverfahren?


Der Aufbau für eine Messung mit dem Lichtschnittverfahren, das ebenfalls auf Triangulation basiert, ist ähnlich wie bei der Streifenlichtprojektion. Ein Messobjekt wird auf eine ebene Fläche gelegt, meist ein Drehtisch, und darüber werden ein Projektor und eine Kamera bzw. ein Sensor platziert. Aus diesen drei Punkten ergibt sich das Triangulationsdreieck, anhand dessen die Berechnungen durchgeführt werden können. Im Vergleich zur Streifenprojektion, bei der ein Muster aus Streifen oder Punkten auf das Messobjekt projiziert wird, nutzt die Triangulation mit einem Laser allerdings nur einen einzigen Laserpunkt oder eine Laserlinie. Entscheidend ist hierbei auch nicht die direkte Verformung des Lichts auf der Oberfläche, sondern die Reflexion des Lichts. Die Oberfläche des Messobjekts reflektiert die projizierte Laserlinie oder den Punkt in Richtung Kamera. Diese erfasst die Reflexion und berechnet anhand des Reflexionswinkels den Abstand von jedem Punkt im Sichtfeld. Diese erfasst die Reflexion und berechnet anhand des Reflexionswinkels den Abstand von jedem Punkt im Sichtfeld.
Da die Laserlinie bzw. der Laserpunkt nur einen Teil des Objekts erfasst und nicht wie bei der Streifenlichtprojektion die gesamte Oberfläche in einem Scan, müssen entweder das Messobjekt oder die Sensoren bewegt werden. Eine stabile Messinstallation ist für die Triangulation mit dem Lichtschnittverfahren daher unabdingbar, um eine hohe Genauigkeit der Messung zu gewährleisten.
Wofür kann die Laser-Triangulation eingesetzt werden?
Mit dem Messprinzip der Laser-Triangulation können sehr genaue Messungen in kleinsten Mikrometerbereichen vorgenommen werden. Aber auch größere Entfernungen sind mit dem Lichtschnittverfahren der Triangulation kein Problem. Daher ist dieses Triangulationsverfahren ein beliebtes Messverfahren in industriellen Fertigungsprozessen. Es kann zur Qualitätskontrolle, Profil- und Konturmessung sowie zur Ermittlung von Materialdicke, Vibrationen und Abständen eingesetzt werden. Mit der optischen Triangulation mit Laser können fehlerhafte Objekte frühzeitig erkannt und aus den Fertigungsprozessen herausgenommen und repariert oder recycelt werden. Bei glänzenden Metallen ist eine Vermessung mit Laser-Triangulation meist besser als mit Streifenprojektion. Die Reflexion könnte beim Messprinzip mit Streifenmustern fehlerhafte Signale liefern, wohingegen das Verfahren mit Laser mit genau dieser Reflexion arbeitet. Zu stark glänzende Oberflächen können dennoch Probleme bei der Vermessung mit Triangulation verursachen. Das Prinzip der Laser-Triangulation findet häufig auch in der Verpackungs- und Holzindustrie, Logistik sowie Medizintechnik und Elektronikproduktion Anwendung.
Die Laser-Triangulation arbeitet mit blauem oder rotem Laserlicht. Das rote Licht dringt in das Messobjekt ein, wohingegen der blaue Laser einen scharfen Punkt bzw. eine scharfe Linie auf der Oberfläche bildet. Zudem kann der blaue Laser bei glühenden Objekten genaue Ergebnisse liefern, rote Sensoren werden durch die rot glühenden Metalle irritiert und liefern falsche Signale. Bei dunklen Oberflächen können die roten Laser ihren Vorteil ausspielen, da sie eine höhere Lichtintensität liefern. Raue Oberflächen werden ebenfalls mit rotem Laser mittels Triangulation gemessen, bei glatten Oberflächen eignet sich blaues Licht besser.
Vor- und Nachteile von Laserscannern
Vorteile von Laserscannern:
- Unabhängig von Umgebungslichtverhältnissen
- Hohe Genauigkeit der Messungen
- Hohe MessgeschwindigkeitSensorkopf kann auf vorhandenen Messsystemen montiert werden, z. B. auf einem Koordinatenmessgerät
- Glänzende Metalle können vermessen werden
Nachteile von Laserscannern:
- Einbußen in der Auflösung aufgrund der Lasergranulation (Speckle) und Bewegung möglich
- Keine Prozesssicherheit, da die Messungen temperaturabhängig sind. Stark glänzende oder durchscheinende Objekte können nur schwer gemessen werden
Höchste Genauigkeit beim Triangulationsverfahren mit den ATOS Sensoren
Mit den ATOS Triangulationssensoren können Sie äußerst präzise Messungen durchführen und verlässliche Ergebnisse erzielen. Zwei Kameras und ein Projektor ermöglichen Messvorgänge mit dem Streifenlichtprojektions- und dem Lichtschnittverfahren.
Die ATOS 3D-Digitalisierer bieten ein ganz besonderes Detail: Der rechte und linke Triangulationssensor können einzeln in Kombination mit dem Projektor eingesetzt werden. Dadurch können mit einem Scan gleich drei verschiedene Ansichten des Messobjekts erfasst werden. So kann viel Zeit gespart werden, da die Zahl der Einzelscans selbst bei komplexen Bauteilen deutlich reduziert wird.
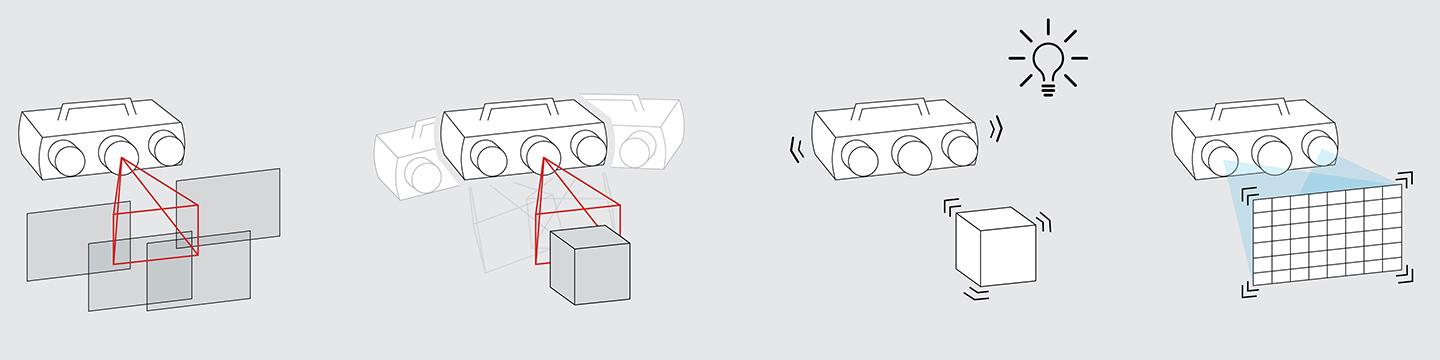
Ein weiterer Vorteil dieses Triple Scan-Verfahrens ist die Überbestimmung. Durch die Erfassung des Bauteils mit zwei Kameras gleichzeitig werden mehr Informationen gesammelt, als für die Abbildung des 3D-Modells nötig wären. Mehr Daten bedeuten eine höhere Präzision. Sensor- und Messobjektbewegung sowie Umgebungsveränderungen werden erkannt, die Transformationsgenauigkeit überprüft und die 3D-Sensorposition live getrackt. Dadurch können die Messungen mit maximaler Genauigkeit durchgeführt und die Prozesssicherheit gesteigert werden. Die folgende Grafik zeigt das Triple Scan-Verfahren mit Überbestimmung per ATOS Sensoren.

Bei der Streifenlichtprojektion arbeiten die ATOS-Triangulationssensoren mit der Blue Light Technology: Durch das schmalbandige blaue Licht der Projektionseinheit kann der Scanner präzise Messungen unabhängig von den Lichtverhältnissen der Umgebung und auch von glänzenden Oberflächen vornehmen. Dank der umfassenden Funktionsweise der Triangulationssensoren wird eine genaue Abbildung des Objekts erstellt.
Um mit der Streifenlichtprojektion Messungen durchzuführen, wird ein strukturiertes Streifenmuster auf das zu messende Objekt projiziert. Das codierte Streifenmuster ändert sich während des Scans schnell und für das menschliche Auge kaum sichtbar. Hier kommt die Funktionsweise der Streifenlichtscanner ins Spiel. Die beiden Triangulationssensoren erfassen die sich verändernden Streifen und berechnen daraus mittels optischen Transformationsgleichungen die 3D-Koordinaten für jedes Kamerapixel. Millionen Messpunkte mit feinsten Details werden so in wenigen Sekunden berührungslos erfasst. Die Sensorsoftware erstellt automatisch eine hochauflösende Punktewolke, die eine präzise Abbildung des Messobjekts darstellt.
Unschlagbar: Mit ATOS und TRITOP komplexe Objekte messen
Mit der starken Kombination aus ATOS Sensoren und dem photogrammetrischen Messsystem TRITOP sind auch Prüfungen von großen und komplexen Objekten kein Problem. Mit TRITOP werden Referenzpunkte am Bauteil eingemessen, ATOS nutzt die Referenzpunkte zur automatischen Transformation der Einzelmessungen. Dadurch entsteht eine sehr hohe Genauigkeit und auf überlappendes Messen kann weitgehend verzichtet werden. Vor allem bei der Erstmusterkontrolle, im Werkzeugbau und im Kfz-Rohbau kommt die unschlagbare Kombination zum Einsatz.





